WinCC在冷轧处理线监控系统中的应用(一)
冷轧电工钢(硅钢)连续退火涂层机组(SACL)是冷轧处理线中工艺最复杂、技术含量最高的机组,同时电工钢也是冶金工业采用现代化技术最多、生产难度最大的品种,全世界只有少数工业发达国家可以生产,并实行技术垄断。电工钢的产量、品种、质量水平可视为国家是否有强大冶金工业的一个象征。目前国内只有武钢、太钢、宝钢能生产,且都是从国外引进的技术和设备,而鞍钢冷轧硅钢厂No.1电工钢SACL机组是国内第一条全部由国内设计、制造及软件编程调试的SACL机组。
鞍钢SACL机组是由中冶南方总承包,进行工艺设计、非标设备设计和自动化系统设计及软件编程调试。HMI人机接口系统作为基础自动化系统重要组成部分CONTROL ENGINEERING China版权所有,用于控制系统的各种数据的设定、显示、故障报警控制工程网版权所有,以及相应的工艺操作和设备的在线调试及维护等,发挥越来越重要的作用。SACL机组的HMI系统信息都以友好界面提供给用户。自动化控制
系统接收过程计算机(PCS)和生产操作工通过HMI画面输入的数据进行处理,处理后再将过程数据信息、机组状态信息和各种检测信息以符号、数值、棒图和图表的形式在HMI画面上显示。HMI操作站的设计目标以最少的设备数量提供最大可能的信息帮助操作人员和设备维护人员快速准确的了解机组当前状态及其相关信息。
1. 硬件配置
硅钢SCAL机组的工艺布置设有一个PLC室和两个操作室(一个入口操作室及一个出口操作室)。根据自动化网络结构要求,我们在PLC室设置了 3COM SuperStack3 Switch 4200 24口中心交换机一台,3COM OfficeConnet Switch 8口边缘交换机两台,WinCC服务器一台,工程师站一台,便携式编程器一台,HP 5100网络打印机(带1块10/100M自适应以太网卡)一台。在入口操作室设有一台WinCC操作站和一台3COM 8口边缘交换机。在出口操作室设有两台WinCC操作站和一台3COM 8口边缘交换机。HMI监控系统的中心交换机是SCAL机组基础自动化(L1)数据交换的核心,我们在配置交换机时,采用了VLAN技术 ,将24口交换机按端口划分,划分了不同的两个网段,分别连接着PLC控制器和WinCC操作站,同时还和过程计算机系统 (L2)相连,接受L2机有关机组生产工艺的设定值。两台边缘交换机放在PLC室的操作台上用于连接PLC网段和PC机网段。
WinCC服务器和操作站的硬件配置为:
工业PC机
CPU Pentium IV 2.2GHz (Server)
CPU Pentium IV 2GHz (Client)
硬盘60G,软驱1.44MB
RAM 1G(Server);RAM 512M(Client)
CD-R/W (Server)
CD-ROM (Client)
64M缓存显卡
17" 液晶显示器
Intel 10/100自适应以太网卡(Client)
SIEMENS CP1613以太网卡 (Server)
工业防水键盘和轨迹球
入口操作室WinCC操作站,用于监视和控制入口段的机组运行状况及设备运行状况。出口操作室WinCC操作站控制工程网版权所有,用于监视和控制工艺段和出口段的机组运行状况和设备运行状况。
2.网络拓扑结构
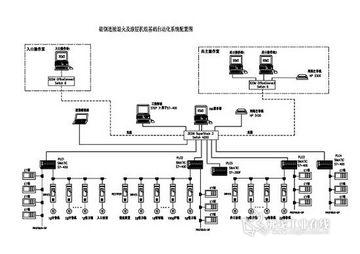
SACL机组的基础自动化网络系统见上图,我们选用的是AVAYA公司的超五类铜缆按568B的标准将4个S7-400 PLC控制器和1个S7-300F急停PLC控制器连到3COM中心交换机的PLC网段。工程师站、便携编程器和HP网络打印机也都采用双绞线按568B 的标准连到操作台上PC机网段的边缘交换机上。PLC控制器与WinCC Server之间采用SIMATIC工业以太网ISO协议通讯,WinCC Server与WinCC Client之间采用TCP/IP协议通讯。PLC室与两个操作室之间通过光缆连接。PLC控制器与PLC控制器、传动装置、R I/O站通过PROFIBUS-DP现场总线连接。离PLC室较远的R I/O站采用光缆和OLM光纤模块连接。SCAL机组所有I/O点分布在机组全线的44个R I/O站里,通过PROFIBUS-DP网与PLC室的PLC控制器连接,故通讯网络的可靠性决定了整个监控系统可靠运行。
3.软件配置
自动化控制系统软件采用SIEMENS 公司的PCS7 V5.2软件包CONTROL ENGINEERING China版权所有,PLC控制系统软件采用STEP 7 V5.2版
本编程,HMI监控系统采用WinCC V5.1版本编程。HMI服务器和操作站都是采用西文Windows 2000操作系统,具有开放的编程环境。WinCC V5.1中 Sybase SQL Anywhere 数据库运行于服务器上控制工程网版权所有,存储在实时数据库中的数据,可以通过多台HMI Client实现数据实时交换。作为Client/Server结构,HMI上监控的数据全部通过服务器提交查询、修改等指令,通过光纤以太网再传送至 PLC,完成对现场设备的在线监控与操作。
WinCC作为 HMI软件系统,它将工厂控制软件真正集成进自动化过程中。 WinCC用户友好组件允许新的或已存在的应用程序的无错误集成。WinCC,一个过程可视化应用程序能够使用户方便地观察自动控制过程的全部特征。 WinCC将Windows应用程序的体系结构和便于使用的图形设计程序结合起来。 WinCC包括用于解决过程监控和控制任务的所有元素:
WinCC项目工程环境:
图形 - 设计工厂现场
归档 - 将带时间标识的数据/事件存储到SQL数据库
报表编辑器 - 为要求的数据产生报表
数
据管理器 - 定义并采集现场数据
WinCC运行系统:
允许在工厂现场或控制室的操作员与机械应用相互作用。
HMI的编程工具WinCC具有可扩充性、开放性:
基于客户机/服务器模式
从简单到复杂的任务扩充
集成ODBC/SQL数据库
强大的标准接口(如OPC、OLE、ActiveX)
通用的脚本语言ANSI C
针对所有主要PLC厂商的通讯接口
4.功能描述
在SACL机组的监控系统中,下位机系统使用SIEMENS S7-400 PLC完成现场设备监测、数据处理;上位机系统采用SIEMENS WinCC V5.1平台实现对现场数据可视化的监控。该系统上位机采用了客户机/服务器的体系结构,WinCC服务器负责从下位机采集、处理和存储数据;客户机从服务器上共享/访问数据库CONTROL ENGINEERING China版权所有,并进行数据的组态和运行监控CONTROL ENGINEERING China版权所有,通过通信网络将PLC控制器实时采集的数据进行各种处理,在上位机的显示器画面上显示。PLC控制系统根据操作工从HMI、控制开关、按钮的指令信号,进行现场设备控制。位于操作室和PLC室的WinCC操作站和WinCC服务器用于工艺控制,它们之间的通讯将通过开放、交换式的快速以太网实现。来自现场的执行机构和传感器的信号被采集到相关的R I/O站,通过开放的PROFIBUS-DP网送至PLC控制系统。几乎所有的操作都通过WinCC操作站的显示器、鼠标和键盘来实现。
SACL机组的WinCC监控系统可以完成以下管理功能:
输入原料钢卷数据包括钢卷号、钢种、钢卷尺寸等;
设定值和实际值的显示(包括机组的入口段/工艺段/出口段速度、张
力的显示);
原料钢卷数据的显示和修改;
系统故障诊断显示、记录、报警及其故障报表;
用户的权限管理。
SACL机组的WinCC软件设计遵循以下原则:
画面操作都使用鼠标和键盘完成;
从安全角度考虑,设备出现故障(设备为红色)后必须在画面上点击
确认按钮(设备为灰色)即故障确认后才能再次操作该设备;
从安全角度考虑,对于MCC设备在画面都是分两步来操作。第一步
选择操作模式(运行、备用、停止),第二步选择启动或停止;
从安全角度考虑,对于采用VC或VVVF变频设备在操作前必须先对
接触器合闸后再对该设备操作;
画面中设备的颜色标准化,每一种颜色代不同的含义:
On: 深绿
Off and ready for switching: 深灰
Off and not ready for switching: 蓝
Warming: 黄
Alarm: 红
Actual value: 青
Computer setpoint: 蓝绿
Operator setpoint: 洋红
Calculated value: 橙
Operation mode: 深洋红
<1> WinCC画面说明
所有画面分成以下三个区域:
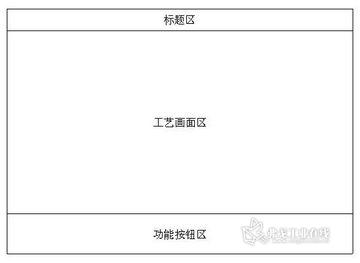
顶部标题区域显示以下内容:
显示公司标识
显示工艺画面名称
显示当前日期和时间
显示当前计算机名和登录用户名
显示HMI和PLC之间连接状态
中间工艺画面区域显示以下内容:
显示机组全线带钢跟踪信息
显示入/出口钢卷跟踪信息
显示
各种介质系统信息
显示电机合闸信息
显示电机的电流和转速信息
显示急停信息
显示传动设备诊断信息
显示CPC/EPC设备状态信息
显示报警信息
底部功能按纽区域显示以下内容:
该区域共有6个主菜单,它们是TRACKING、TECHNO、CSCD、DIAG、MISC、SYSTEM。
TRACKING包括6个子菜单共6幅画面,它们是焊缝跟踪系统、入口段带钢跟踪系统、工艺段带钢跟踪系统、出口段带钢跟踪系统、入口段钢卷跟踪系统、工艺段钢卷跟踪系统、出口段钢卷跟踪系统;
TECHNO包括9个子菜单共42幅画面CONTROL ENGINEERING China版权所有,它们是碱液系统、涂层系统、风机系统、水淬和热风干燥系统、液压系统、线传动电流和转速系统、风机电流和转速系统、炉辊电流和转速系统、CPC/EPC系统;
CSCD包括6个子菜单共25幅画面,它们是急停系统、线传动系统、风机传动系统、炉辊转动系统、维护模式系统;
DIAG包括2个子菜单共9幅画面,它们是分区诊断系统、传感器检测系统;
MISC包括5个子菜单共5幅画面,它们是颜色说明、1~4图
例符号说明表;
SYSTEM包括3个子菜单共2幅子画面,它们是系统登录;系统退出;打印功能。
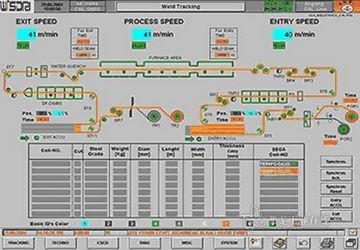
SACL机组的监视画面如下:
工艺段带钢跟踪画面
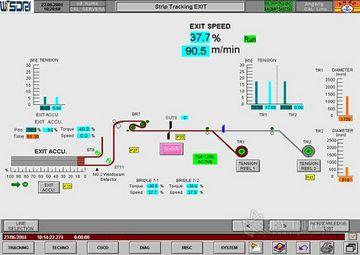
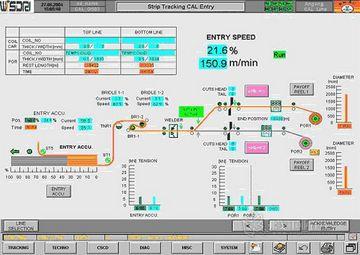
出口段带钢跟踪画面
<2> 信息系统
在报警记录里将所有的事件都集中归档,如系统信息、机组运行信息(包括张力建立信息、断带信息)、设备状态信息、设备操作信息等。这些事件以消息的形式按时间顺序直观显示出来,并可打印输出。
在每一幅画面最下面一行是信息栏,该栏始终显示在画面前端,可以帮助操作人员和设备维护人员及时快速地了解机组及相关设备情况。为了获得机组情况的完整概貌,可以调用消息画面。它显示归档中的全部消息。

信息系统画面
<3> 权限管理
SACL机组WinCC系统设置了各层管理权限CONTROL ENGINEERING China版权所有,操作人员或系统管理人员进入WinCC 实时监控系统必须先登录,通过不同身份用户的安全级别进行权限控制。从而保证系统的正常操作,防止越权操作。
一旦进入WinCC 实时监控系统后,实时监控画面是在满屏方式下运行,非管理员身份的用户按键盘上任何键是无法退出WinCC实时运行画面或切换到其它窗口,只有管理员身份的用户才有权限退出WinCC 实时监控系统。
5.结束语
综上所述,鞍钢SACL机组WinCC监控系统在网络硬件和软件控制思想方面都有一定的先进性,对其它冷轧处理线都有值得借鉴和学习地方。通过对硅钢处理线自动化系统的集成降低了整个生产线操作故障率与操作工地劳动强度CONTROL ENGINEERING China版权所有,提高了劳动生产率。由于该机组自动化水平较高控制工程网版权所有,使得整个生产线只有5个操作工负责操作和生产。目前该系统已于 2004年8月调试完成,系统运行稳定。





























获取更多评论