CNC自动车床快速完成产品换型

图1 装备了西门子840D sl控制系统的SCX系列CNC多轴自动车床可以灵活、大批量地生产加工不同的零件,快速实现产品换型
金属切削机床的生产厂商巧妙地在高性能CNC基础之上研发成功一种机电一体化装置。利用这一装置,可以大大缩短多轴CNC自动车床的生产节拍;另外,也可以进一步提高数控车床的加工灵活性。
机械式的多轴自动车床大多数情况下都有很短的生产节拍,有时候生产节拍甚至还不到1s。但其最大问题是——灵活性不足。因此,主要产品往往是多年一贯制的产品。而市场提出的则是另外一种要求:较小的生产批量、较短的产品寿命周期、市场的竞争环境迫使下的工业化生产过程。尤其是汽车工业企业和汽车工业领域中的供应商必须快速、灵活地适应市场的变化,积极主动地根据市场变化做出相应的反应。针对这种需求,莱茵地区的Schütte公司研发设计生产了SCX系列CNC多轴自动车床,装备了西门子840D sl控制系统的SCX系列CNC多轴自动车床可以灵活、大批量地生产加工不同的零件,快速实现产品换型(图1)。作为一家从事全球性生产经营的企业,他们及时与西门子公司在新机床的控制系统、驱动系统和电气开关柜的研发制造方面结成了合作伙伴。
Alfred H. Schütte公司是一家生产五轴CNC磨削机床和多轴自动车床的著名厂商,在汽车工业领域,仪器仪表生产领域,医药设备生产领域和其他工业领域中都享有盛名。对于K?ln地区的人们来讲,他们当然知道新产品的研发设计要与用户以及重要的供应商企业合作完成。利用这一研发设计的机床,使得Schütte公司的自动车床具有灵活的、大批量的生产高精度零件的能力。据Schütte公司介绍:这一成果在市场中带来了巨大的反响。
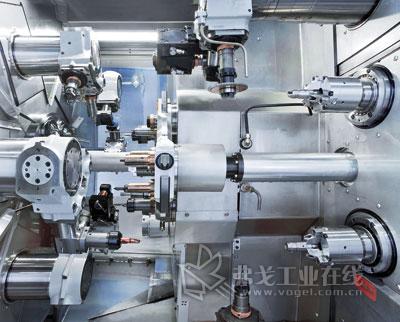
图2 对零件两端外部加工有决定作用的是可以同时切削加工的6根主轴和3根副主轴
柔性批量生产已不再是梦想
柔性批量生产初听起来是一个非常矛盾的词汇。但仔细考察Schütte公司的技术方案就可以看到,这是一个可以完成零件两端全部加工任务的解决方案。在这一方案中,有决定作用的是可以同时参与切削加工的6根主轴和3根副主轴(图2)。液体冷却的电动机轴所传递的扭矩高达18.5~50N·m,有着很高的动态性能和驱动力。在SCX机床的上料方式中,用户可以选择棒料上料或者卡盘装夹。当用户选择了卡盘之后,零件的原料或者半成品毛坯可通过专门的上料装置装夹到车床卡盘中。两端完全加工完毕的成品零件通过滑道、传送带或者所谓的导向输送装置输送到机床外部,排放到托板上。
除了传统的车削加工之外,例如外圆车削、车螺纹、铰削、刨削和阶梯轴(孔)加工之外,利用Schütte公司最新研发的CNC数控多主轴车床甚至还可以完成铣削。而完成这些加工工序最重要的基础是稳定的机床结构。另一方面,还需要能够保证各个轴同步的控制系统和驱动系统。对这一机床提出的特殊要求就是:能够承受阶梯轴(孔)加工时很强的切削力变化和转速变化;并能够以最快的速度针对这些变化进行调整。西门子公司利用被称之为DSC的动态伺服驱动监控技术保障了这种调节:在很短的时间里通过变频器进行调节。这样也就保证了被切削加工的表面有着很高的表面加工质量。而这些也仅仅是Schütte公司选用西门子Sinumerik 840D sl控制系统的原因之一。如图3所示,利用西门子的Sinumerik 840D sl可以在很短的调节时间里对变频器进行调节,排除所谓的DSC驱动的干扰。

图3 在多阶梯轴(孔)类零件的加工中能够快速对切削力和转速的变化进行调节。利用西门子的Sinumerik 840D sl可以在很短的调节时间里对变频器进行调节,排除所谓的DSC驱动的干扰
SCX机床80%的用户都属于汽车供应商领域。在这一领域中,大多数金切加工机床每周工作6天、每天三班生产。机床故障引起的停机是代价昂贵的非生产加工工时,而因此带来的汽车零部件供货期延误则更为糟糕。西门子的产品在世界各地都得到了认可:在技术上是成熟的、经过长期考验的。
就是在这种情况下,使用西门子的产品还有一个优点:在世界各地都有西门子的配件仓库,在世界任何地方都会得到最快速度的技术支持。这是所有用户都一致公认的。若因外部情况使得控制系统、驱动系统或者电气控制柜出现故障时,售后技术服务会很快到位(图4)。
标准配置的西门子Sinumerik 840D sl有10个通道,最多可以控制31个轴。由于在整个SCX机床中共有56个轴需要控制,Schütte公司直接安装使用了第二个840D sl。西门子的CNC数控系统不是针对某一加工技术而设计的,因此可以适应各种不同的需求。例如,用户可以在系统中保存多个不同产品的加工应用程序。由于Schütte公司多轴车床中的各个主轴都可以用多种工具来加工工件,因此产品换型的时间常常在几秒钟内。而Schütte公司研发的Sinumerik 840D sl操作界面也辅助地降低了零件换型过程的难度。

图4 机床整套电气控制柜都是由西门子公司提供的。若因外部情况使得控制系统、驱动系统或者电气控制柜出现故障时,售后技术服务会很快到位
HMI也被新的Sinumerik操作界面所代替。Schütte公司计划:把这一界面应用到SCX系列的机床中。这样,就可以在机床的操作面板上或者在外部的计算机中利用新功能编制加工程序了。
在操作界面的帮助下轻松完成产品换型
在Schütte公司的标准配置中,机床的操作界面通常都是按照用户的需求进行设置的,或者通过特殊的开关功能和查看功能进行扩展。因此,所有的重要功能从“增强”到“操作”的传递是十分重要的。因此,他们很早就把西门子公司纳入到新型车床研发的合作伙伴行列中。
SCX机床的最终用户常常编写一些加工程序,而且有时要用几个月甚至几年。同样,有些程序加工工件的数量很小,只需几天或者几周就可以完成了。这时,Sinumerik中包含的加工循环就能够帮助用户在很短的时间内完成加工程序的编制。例如,系统中有许多车削、铣削和钻削加工循环,用户只需通过软件就可以调用。
另外,SCX机床的用户也非常喜欢使用文字加工循环。Schütte机床的用户常常要对其生产加工的零件做标记,或者要在零件中加工一些由字母、数字或者符号构成的补充信息。利用西门子公司的这一文字加工循环,可以快捷舒适的完成程序的编制。
























获取更多评论